Globe Valves
Globe valves are closing-down valves in which the closure mber is moved squarely on and off the seat. It is customary to refer to the closure mber as a disc, irrespective of its shape.
By this mode of disc travel, the seat opening varies in direct pro- portion to the travel of the disc. This proportional relationship between valve opening and disc travel is ideally suited for duties involving regu- lation of flow rate. In addition, the seating load of globe valves can be positively controlled by a screwed st, and the disc moves with little or no friction onto the seat, depending on the design of seat and disc. The sealing capacity of these valves is therefore potentially high. On the debit side, the seatings may trap solids, which travel in the flowing fluid.
Globe valves may, of course, be used also for on-off duty, provided the flow resistance from the tortuous flow passage of these valves can be accepted. Some globe valves are also designed for low flow resistance for use in on-off duty. Also, if the valve has to be opened and closed frequently, globe valves are ideally suited because of the short travel of the disc between the open and closed positions, and the inherent robustness of the seatings to the opening and closing movents.
Globe valves may therefore be used for most duties encountered in fluid- handling systs. This wide range of duties has led to the development of numerous variations of globe valves designed to meet a particular duty at the lowest cost. The valves shown in Figure 3-2 through Figure 3-11 are representative of the many variations that are commonly used in pipelines for the control of flow. Those shown in Figure 3-12 through Figure 3-14 are specialty valves, which are designed to meet a special duty, as described in the captions of these illustrations.
An inspection of these illustrations shows numerous variations in design detail. These are discussed in the following section.
Valve Body Patterns
The basic patterns of globe-valve bodies are the standard pattern, as in the valves shown in Figure 3-2, Figure 3-3, Figure 3-5, Figure 3-6, Figure 3-9 and Figure 3-11; the angle pattern, as in the valves shown in Figure 3-4 and Figure 3-8; and the oblique pattern, as in the valves shown in Figure 3-7 and Figure 3-10, Figure 3-12 and Figure 3-13.
The standard-pattern valve body is the most common one, but offers by its tortuous flow passage the highest resistance to flow of the patterns available.
If the valve is to be mounted near a pipe bend, the angle-pattern valve body offers two advantages. First, the angle-pattern body has a greatly reduced flow resistance compared to the standard-pattern body. Second, the angle-pattern body reduces the number of pipe joints and saves a pipe elbow.
The oblique pattern globe-valve body is designed to reduce the flow resistance of the valve to a minimum. This is particularly well achieved in the valve shown in Figure 3-10. This valve combines low flow resistance for on-off duty with the robustness of globe valve seatings.
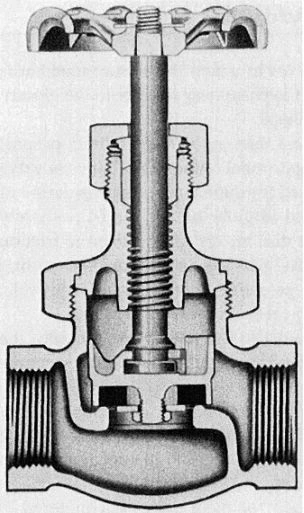
Figure 3-2. Globe Valve, Standard Pattern, Union Bonnet, Internal Screw and Renewable Soft Disc.
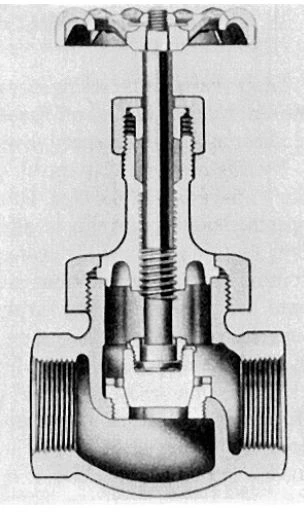
Figure 3-3. Globe Valve, Standard Pattern, Union Bonnet, Internal Screw, Plug Disc.
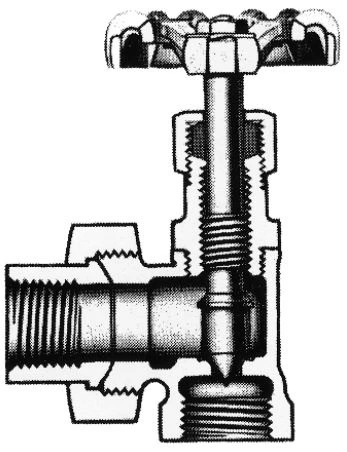
Figure 3-4. Globe Valve, Angle Pattern, Screwed-in Bonnet, Internal Screw Needle Disc.
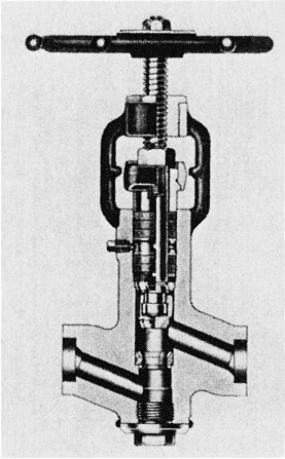
Figure 3-5. Globe Valve, Standard Pattern, Integral Bonnet, External Screw, Plug Disc.
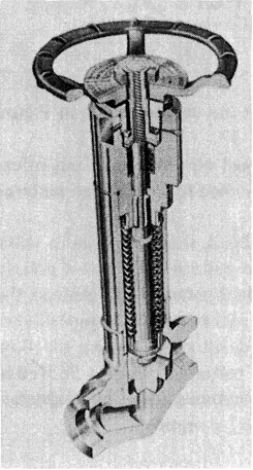
Figure 3-6. Globe Valve, Standard Pattern, Welded Bonnet, External Screw, Plug Disc, Bellows St Seal with Auxiliary Compression packing.
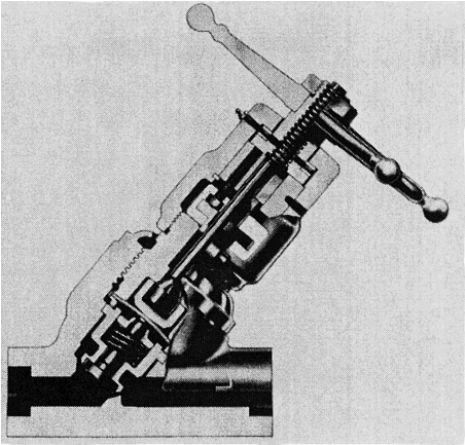
Figure 3-7. Globe Valve, Oblique Pattern, Screwed-in and Seal-Welded Bonnet, External Screw, Plug Disc, with Domed Diaphragm St Seal and Auxiliary Compression Packing for Nuclear Application
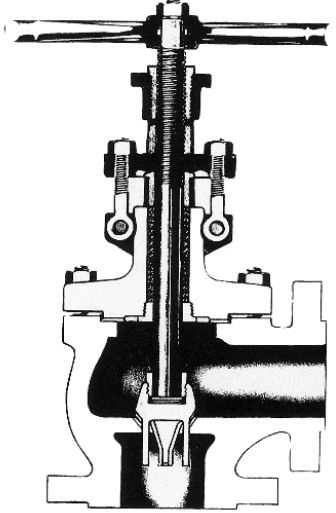
Figure 3-8. Globe Valve, Angle Pattern, Bolted Bonnet, External Screw, Plug Disc with V-Port Skirt for Sensitive Throttling Control.
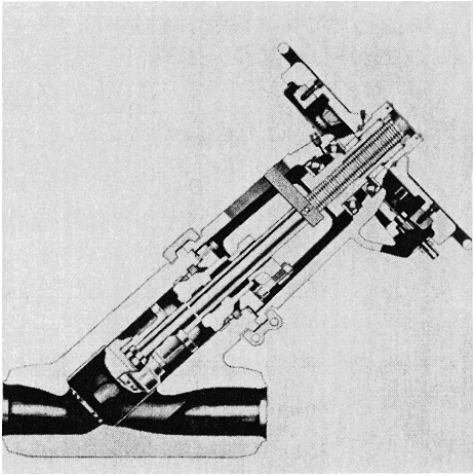
Figure 3-10. Globe Valve, Oblique Pattern, Pressure-Seal Bonnet, External Screw, with Impact Handwheel, Plug Disc.
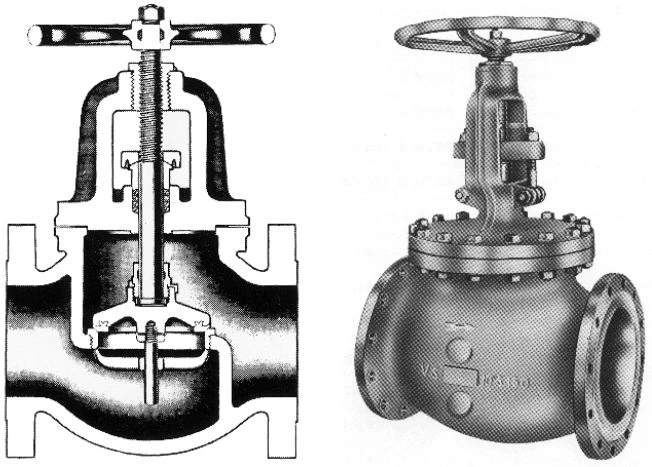
Figure 3-9. Globe Valve, Standard Pattern, Bolted Bonnet, External Screw, Plug Disc.
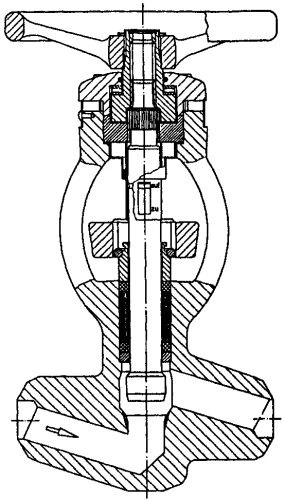
Figure 3-11. Globe Valve, Standard Pattern, Integral Bonnet, Plug-Type Disc Integral with Non-Rotating Stem

Figure 3-12. Globe Valve, Oblique Pattern, Split Body, External Screw, with Seat-Wiping Mechanism in Slurry Service.
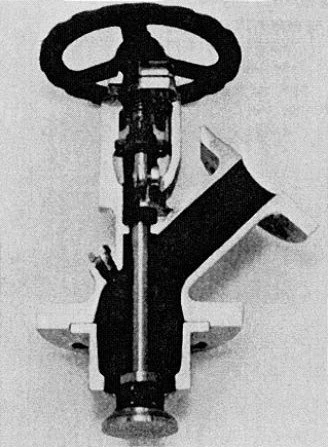
Figure 3-13. Globe Valve Adapted for the Draining of Vessels, Seat Flush with Bottom of Vessel.
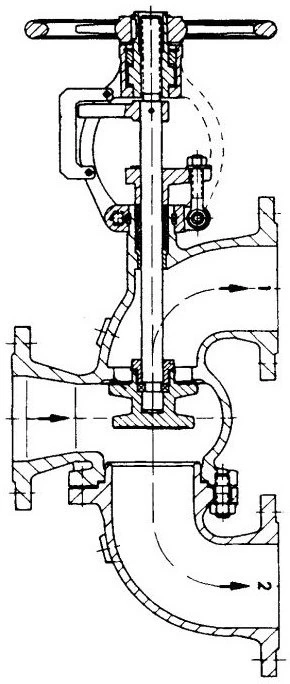
Figure 3-14. Globe Valve, Three-Way, Used as Change-Over Valve in Pressure Relief Valve Installations: One Pressure Relief Valve is Isolated While the Second One Is in Service.
Valve Seatings
Globe valves maybe provided with either metalseatings or soft seatings. In the case of metalseatings, the seating stress must not only be high but also circumferentially uniform to achieve the desired degree of fluid tightness. These requirents have led to a number of seating designs. The ones shown in Figure 3-15 are common variations.
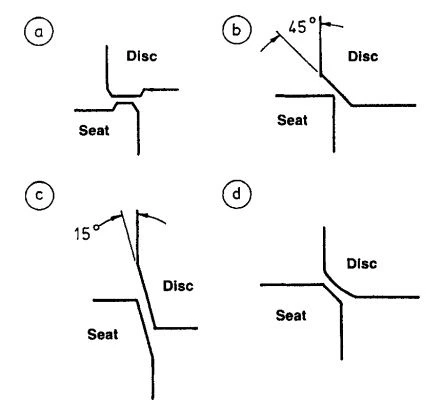
Figure 3-15. Seating Configurations Frequently Employed in Globe Valves.
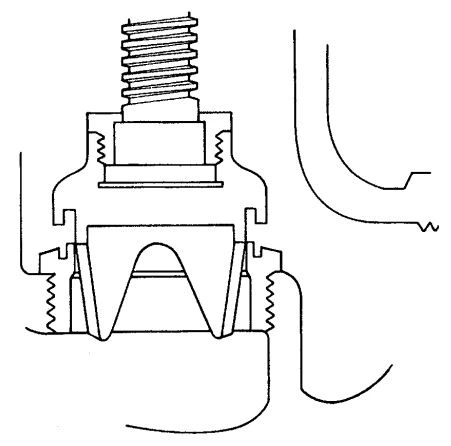
Figure 3-16.
Seatingsof Globe Valves Adapted for Throttling Duty.
Flat seatings (see Figure 3-15a) have the advantage over other types of seatings in that they align readily to each other without having to rely on close guiding of the disc. Also, if the disc is moved onto the seat without being rotated, the seatings mate without friction. The resistance of the seating material to galling is therefore unimportant in this case. Deformation of the roundness of the seat due to pipeline stresses does not interfere with the sealability of the seatings as long as the seat face rains flat. If flow is directed from above the seat, the seating faces are protected from the direct impact of solids or liquid droplets travelling in the fluid.
By tapering the seatings, as shown in Figure 3-15b, c, and d, the seating stress for a given seating load can be greatly increased. However, the seating load can be translated into higher uniformseating stress only if the seatings are perfectly mated; that is, they must not be mated with the disc in a cocked position. Thus, tapered discs must be properly guided into the seat. Also, the faces of seat and disc must be perfectly round. Such roundness is sometimes difficult to maintain in larger valves where pipeline stresses may be able to distort the seat roundness. Furthermore, as the seatings are tightened, the disc moves further into the seat. Tapered seatings therefore tighten under friction even if the disc is lowered into the seat without being rotated. Thus the construction material for seat and disc must be resistant to galling in this case.
The tapered seatings shown in Figure 3-15bhave a narrow contact face, so the seating stress is particularly high for a given seating load. However, the narrow seat face is not capable of guiding the disc squarely into the seat to achieve maximum sealing performance. But if the disc is properly guided, such seatings can achieve an extrely high degree of fluid tight- ness. On the debit side, narrow-faced seatings are more readily damaged by solids or liquid droplets than wide-faced seatings, so they are used mainly for gases free of solids and liquid droplets.
To improve the robustness of tapered seatings without sacrificing seating stress, the seatings shown in Figure 3-15c are tapered and provided with wide faces, which more readily guide the disc into the seat. To achieve a high seating stress, the seat face in initial contact with the disc is relatively narrow, about 3 mm ( slightly steeper. As the seating load increases, the discslips deeper into the seat, thereby increasing the seating width. Seatings designed in this way are not as readily damaged by erosion as the seatings in Figure 3-15b. In addition, the long taper of the disc improves the throttling characteristic of the valve.
The performance of such seatings may be improved by hollowing out the disc to impart some elasticity to the disc shell, as is done in the valve shown in Figure 3-11. This elasticity permits the disc to adapt more readily to deviations of the seatings from roundness.
The seatings shown in Figure 3-15d are ball shaped at the disc and tapered at the seat. The disc can therefore roll, to some extent, on the seat until seat and disc are aligned. Because the contact between the seatings approaches that of a line, the seating stress is very high. On the debit side, the line con- tact is prone to damage from erosion. The ball-shaped seatings are therefore used only for dry gases, which are also free of solids. This construction is used mainly by U.S. manufacturers.
If the valve is required for fine throttling duty, the disc is frequently pro- vided with a needle-shaped extension, as in the valve shown in Figure 3-4; or with a V-port skirt, as in the valve shown in Figure 3-8 and in the seat- ings shown in Figure 3-16. In the latter design, the seating faces separate before the V-ports open. The seating faces are, in this way, largely protected against erosion.
An example of soft seating design is the valve shown in Figure 3-2. The soft seating insert is carried in this case by the disc, and may be renewed readily.
Connection of Disc to Stem
The st of a globe valve may be designed to rotate while raising or lowering the disc, or be prevented from rotating while carrying out this task. These modes of st operation have a bearing on the design of the disc-to-st connection.
Most globe valves incorporate a rotating st because of simplicity of design. If the disc is an integral component of the st in this case, as it frequently is in small needle valves such as those shown in Figure 3-4, the seatings will mate while the disc rotates, possibly resulting in severe wear of the seatings. Therefore, the main field of application of such valves is for regulating duty with infrequent shut-off duty. For all other duties involving rotating sts, the disc is designed to swivel freely on the st. However, swivel discs should have minimum free axial play on the st to prevent the possibility of rapid reciprocating movents of the disc on the st in the near closed valve position. Also, if the disc is guided by the st, there should be little lateral play between st and disc to prevent the disc from landing on the seat in a cocked position.
In the case of nonrotating sts, as in the valves shown in Figures 3-6, Figure 3-7, Figure 3-10, and Figure 3-11, the disc maybe either an integral part of the st (see Figure 3-11) or a separate component from the st (see Figure 3-6, Figure 3-7, and Figure 3-10). Nonrotating sts are required in valves with diaphragm or bellows valve st seal, as in Figure 3-6 and Figure 3-7. They are also used in high pressure valves such as those shown in Figure 3-10 and Figure 3-11 to facilitate the incorporation of power operators.
Inside and Outside Stem Screw
The screw for raising or lowering the st may be located inside the valve body, as in the valves shown in Figure 3-2 through Figure 3-4, or outside the valve body, as in the valves shown in Figure 3-5 through Figure 3-14.
The inside screw permits an economical bonnet construction, but it has the disadvantage that it cannot be serviced from the outside. This con- structionis therefore best suited for fluids that have good lubricity. For the majority of minor duties, however, the inside screw gives good service.
The outside screw can be serviced from the outside and is therefore preferred for severe duties.
Bonnet Joints
Bonnets maybe joined to the valve body by screwing, flanging, welding, or by means of a pressure-seal mechanism; or the bonnet maybe an integral part of the valve body.
The screwed-in bonnet found in the valve shown in Figure 3-4 is one of the simplest and least expensive constructions. However, the bonnet gasket must accommodate itself to rotating faces, and frequent unscrewing of the bonnet may damage the joint faces. Also, the torque required to tighten the bonnet joint becomes very large for the larger valves. For this reason, the use of screwed-in bonnets is normally restricted to valve sizes not greater than ND 80 (NPS 3).
If the bonnet is made of a weldable material, the screwed-in bonnet may be seal welded, as in the valves shown in Figure 3-6 and Figure 3-7, or the bonnet connection may be made entirely by welding. These construc- tions are not only economical but also most reliable irrespective of size, operating pressure, and tperature. On the debit side, access to the valve internals can be gained only by roving the weld. For this reason, welded bonnets are normally used only where the valve can be expected to rain maintenance-free for long periods, where the valve is a throw-away valve, or where the sealing reliability of the bonnet joint outweighs the difficulty of gaining access to the valve internals.
The bonnet may also be held to the valve body by a separate screwed union ring, as in the valves shown in Figure 3-2 and Figure 3-3. This con- struction has the advantage of preventing any motion between the joint faces as the joint is being tightened. Repeatedly unscrewing the bonnet, therefore, cannot readily harm the joint faces. As with the screwed-in bon- net, the use of bonnets with a screwed union ring is restricted to valve sizes normally not greater than DN 80 (NPS 3).
Flanged bonnet joints such as those found in the valves shown in Figure 3-8 and Figure 3-9 have the advantage over screwed joints in that the tightenening effort can be spread over a number of bolts. Flanged joints may therefore be designed for any valve size and operating pres- sure. However, as the valve size and operating pressure increase, the flanged joint becomes increasingly heavy and bulky. Also, at tpera- tures above 350。C (660。F), creep relaxation can, in time, noticeably lower the bolt load. If the application is critical, the flanged joint may be seal welded.
The pressure-seal bonnet found in the valve shown in Figure 3-10 overcomes this weight disadvantage by letting the fluid pressure tighten the joint. The bonnet seal therefore becomes tighter as the fluid pressure increases. This construction principle is frequently preferred for large valves operating at high pressures and teperatures.
Small globe valves may avoid the bonnet joint altogether, as in the valve shown in Figure 3-5 and Figure 3-11. Access to the valve internals is through the gland opening, which is large enough to pass the valve components.
Stuffing Boxes and Back Seating
Figure 3-17 and Figure 3-19 show three types of stuffing boxes, which are typical for valves with a rising st.
The stuffing box shown in Figure 3-17 is the basic type in which an annular chamber contains the packing between the gland at the topand a shoulder at the bottom. The underside of the stuffing box carries a back seat which, in conjunction with a corresponding seat around the st, is used to isolate the packing from the syst fluid when the valve is fully open.
The stuffing box shown in Figure 3-18 is supplented with a condensing chamber at the bottom. The condensing chamber served originally as a cooling chamber for condensable gases such as steam. In this particular case, the condensing chamber has a test plug, which may be roved to test the backseat for leak tightness.
A third variation of the stuffing box has a lantern ring mounted between two packing sections, as shown in Figure 3-19. The lantern ring is used mainly in conjunction with compression packings and may serve four different purposes:
1. As an injection chamber for a sealant or an extruded or leached-out lubricant.
2. As a pressure chamber in which an external fluid is pressurized to a pressure equal to or slightly higher than the syst pressure to prevent any leakage of the syst fluid to the outside. The external fluid must thereby be compatible with the syst fluid and harmless to the surroundings of the valve.
3. As a sealant chamber in vacuum service into which an external fluid is fed to serve as a sealant.
4. As a leakage collection chamber from which the leakage is piped to a safe location.
The inclusion of the lantern ring, however, increases the depth of the packing column. Sidewall friction reduces the gland packing input load as the packing depth increases, leading to an impairment of the seal integrity.37 Replacing the lantern ring with a spring is used in rotating pump shaft seals to improve the seal integrity.38
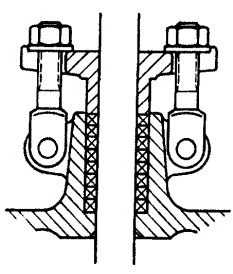
Figure 3-17.
Basic Stuffing Box.
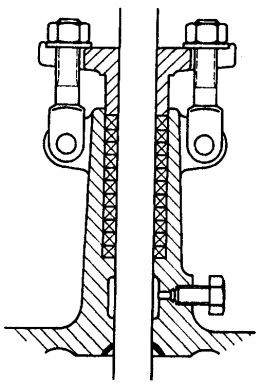
Figure 3-18. Stuffing Box with Condensing Chamber.
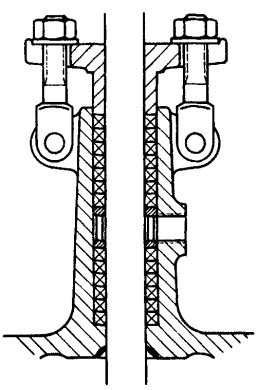
Figure 3-19.
Stuffing Box with Lantern Ring.
Direction of Flow Through Globe Valves
The question of direction of flow through globe valves has two answers.
If the possibility exists that flow from above the disc can rove either the disc from the st or a component from the disc, flow directed from below the disc is mandatory. In this case, hand-operated globe valves with rotating st and metal seatings can be closed fluid-tight without undue effort, only if the fluid load on the underside of the disc does not exceed about 40–60 kN (9, 000–13, 000 lb).39 With a non-rotating st and roller- bearing supported st nut, as in the valves shown in Figure 3-10 and Figure 3-11, hand operated globe valves with metalseatings maybe closed fluid-tight against a fluid load of about 70–100 kN (16, 000–22, 000 lb), depending on the leakage criterion and the construction of the valve.39 One particular advantage of flow directed from below the disc is that the stuffing box of the closed valve is relieved from the upstream pressure. On the debit side, if the valve has been closed against a hot fluid such as steam, thermal contraction of the st after the valve has been closed can be just enough to induce seat leakage.
If flow is directed from above the disc, the closing force from the fluid acting on top of the disc supplents the closing force from the st. Thus, this direction of flow increases greatly the sealing reliability of the valve. In this case, hand-operated globe valves with a rotating st may be opened without excessive effort, only if the fluid load acting on top of the disc dose not exceed about 40–60 kN (9, 000–13, 000 lb).39
If the st is of the non-rotating type with a roller-bearing supported st nut, the globe valve may be opened by hand against a fluid load of about 70–100 kN (16, 000–22, 000 lb).39 If the fluid load on top of the disc is higher, a bypass valve may have to be provided that per- mits the downstream syst to be pressurized before the globe valve is opened.
Standards Pertaining to Globe Valves
Appendix C provides a list of U.S. and British standards pertaining to globe valves.
Applications
Duty:
- Controlling flow
- Stopping and starting flow
- Frequent valve operation
Service:
- Gases essentially free of solids
- Liquids essentially free of solids
- Vacuum
- Cryogenic



