Parallel Gate Valves
Parallel gate valves are slide valves with a parallel-faced gate-like closure member. This closure member may consist of a single disc or twin discs with a spreading mechanism in between. Typical valves of this type are shown in Figure 3-25 through Figure 3-32.
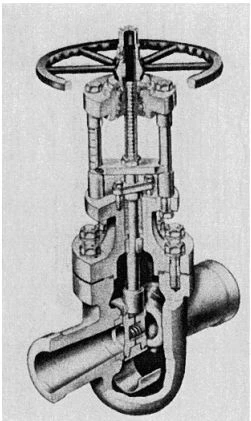
Figure 3-25. Parallel Slide Gate Valve with Converging-Diverging Flow Passage and Follower Eyepiece. (Courtesy of Hopkinsons Limited.)
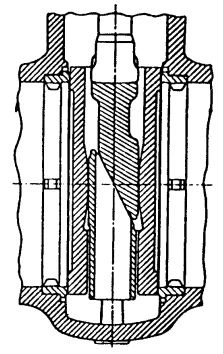
Figure 3-26. Scrap View of Parallel Gate Valve Showing Double-Disc Closure Member with Wedging Mechanism. (Courtesy of Pacific Valves, Inc.)
The force that presses the disc against the seat is controlled by the fluid pressure acting on either the rotating disc or the rotating seat. In the case of twin-disc parallel gate valves, this force may be supplemented with a mechanical force from a spreading mechanism between the discs.
One advantage of parallel gate valves is their low resistance to flow, which, in the case of full-bore valves, approaches that of a short length of straight pipe. Because the disc slides across the seat face, parallel gate valves are also capable of handling fluids, which carry solids in suspension. This mode of valve operation also imposes some limitations on the use of parallel gate valves:
- If fluid pressure is low, the seating force may be insufficient to produce a satisfactory seal between metal-to-metal seatings.
- Frequent valve operation may lead to excessive wear of the seating faces, depending on the magnitude of fluid pressure, the width of the seating faces, the lubricity of the fluid to be sealed, and the wear resistance of the seating material. For this reason, parallel gate valves are normally used for infrequent valve operation only.
- Loosely guided discs and loose disc components will tend to rattle violently when shearing high density and high velocity flow.
- Flow control from a circular disc traveling across a circular flow passage becomes satisfactory only between the 50% closed and the fully closed positions. For this reason, parallel gate valves are normally used for on-off duty only, though some types of parallel gate valves have also been adapted for flow control, for example, by V-porting the seat.
The parallel gate valves shown in Figure 3-25 through Figure 3-28 are referred to as conventional parallel gate valves, and those in Figure 3-29 through Figure 3-32 are referred to as conduit gate valves. The latter are full-bore valves, which differ from the former in that the disc seals the valve body cavity against the ingress of solids in both the open and closed valve positions. Such valves may therefore be used in pipelines that have to be scraped.
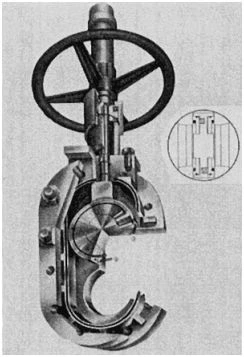
Figure 3-27. Parallel Gate Valve with Scrap View of Seating Arrangement Showing Spring-Loaded Floating Inserts in Disc. (Courtesy of Grove Valve and Regulator Company.)
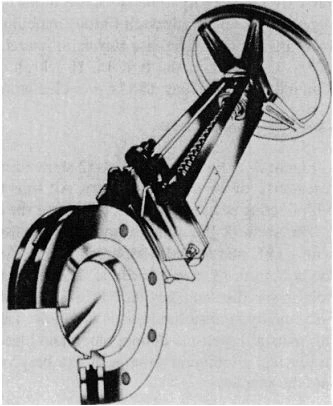
Figure 3-28. Knife Gate Valve. (Courtesy of DeZurik.)
Conventional Parallel Gate Val ves
The valves shown in Figure 3-25 through 3-28 are representative of the common varieties of conventional parallel gate valves.
One of the best-known is the valve shown in Figure 3-25, commonly referred to as a parallel slide gate valve. The closure member consists of two discs with springs in between. The duties of these springs are to keep the upstream and downstream seatings in sliding contact and to improve the seating load at low fluid pressures. The discs are carried in a belt eye in a manner that prevents their unrestrained spreading as they move into the fully open valve position.
The flow passage of this particular parallel slide gate valve is venturi-shaped. The gap between the seats of the fully open valve is bridged by an eyelet to ensure a smooth flow through the valve. The advantages offered by this construction include not only the economy of construction but also a reduced operating effort and lower maintenance costs. The only disadvantage is a slight increase in pressure loss across the valve.
The seating stress reaches its maximum value when the valve is nearly closed, at which position the pressure drop across the valve is near maximum, but the seating area in mutual contact is only a portion of the total seating area. As the disc travels from the three-quarter closed to the nearly closed valve position, the fluid tends to tilt the disc into the seat bore, so heavy wear may occur in the seat bore and on the outer edge of the disc. To keep the seating stress and corresponding seating wear within acceptable limits, the width of the seats must be made appropriately wide. Although this requirement is paradoxical in that the seating width must be small enough to achieve a high seating stress but wide enough to keep seating wear within acceptable limits, the fluid tightness that is achieved by these valves meets the leakage criterion of the steam class, provided the fluid pressure is not too low.
Parallel slide gate valves have other excellent advantages: the seating is virtually self-aligning, and the seat seal is not impaired by thermal movements of the valve body. Also, when the valve has been closed in a cold condition, the thermal extension of the stem cannot overload the seating. Furthermore, when the valve is closed, high accuracy in the positioning of the discs is not necessary, so an electric drive for the valve can be limited. Because an electric drive of this type is both economical and reliable, parallel slide gate valves are often preferred as block valves in larger power stations for this reason alone. Of course, parallel slide gate valves may also be used for many other services, such as water—in particular boiler feed water, and oil.
A variation of the parallel slide gate valve used mainly in the U.S. is fitted with a closure member such as the one shown in Figure 3-26. The closure member consists of two discs with a wedging mechanism in between, which, on contact with the bottom of the valve body, spreads the discs apart. When the valve is opened again, the wedging mechanism releases the discs. Because the angle of the wedge must be wide enough for the wedge to be self-releasing, the supplementary seating load from the wedging action is limited.
To prevent the discs from spreading prematurely, the valve must be mounted with the stem upright. If the valve must be mounted with the stem vertically down, the wedge must be appropriately supported by a spring.
The performance characteristic attributed to parallel slide gate valves also applies largely to this valve. However, solids carried by the fluid and sticky substances may interfere with the functioning of the wedging mechanism. Also, thermal extension of the stem can overload the seats. The valve is used mainly in gas, water, and oil services.
Conventional parallel gate valves may also be fitted with soft seating, as in the valve shown in Figure 3-27. The closure member consists here of a disc that carries two spring-loaded frying rings. These rings are provided with a bonded O-ring on the face and a second O-ring on the periphery. When the disc moves into the closed position, the O-ring on the face of the floating-seat ring contacts the body seat and produces the initial fluid seal. The fluid pressure acting on the back of the seating ring then forces the seats into still closer contact.
Because the unbalanced area on the back of the fluid rings is smaller than the area of the seat bore, the seating load for a given fluid pressure and valve size is smaller than in the previously described valves. However, the valve achieves a high degree of fluid tightness by means of the O-ring, even at low fluid pressures. This sealing principle also permits double block and bleed.
The parallel gate valve shown in Figure 3-28 is known as the knife gate valve and is designed to handle slurries, including ferrous material. The valve owes its ability to handle these fluids to the knife-edged disc, which is capable of cutting through fibrous material, and the virtual absence of a valve body cavity. The disc travels in lateral guides and is forced against the seat by lugs at the bottom. If a high degree of fluid tightness is required, the valve may also be provided with an O-ring seat seal.
Conduit Gate Valves
Figure 3-32 show four types of valves that are representative of conduit gate valves. All four types of valves are provided with floating seats that are forced against the disc by the fluid pressure.Figure 3-32 show four types of valves that are representative of conduit gate valves. All four types of valves are provided with floating seats that are forced against the disc by the fluid pressure.
The seats of the conduit gate valve shown in Figure 3-29 are faced with PTFE and sealed peripherally by O-rings. The disc is extended at the bottom to receive a porthole. When the valve is fully open, the porthole in the disc engages the valve ports so that the disc seals the valve body cavity against the ingress of solids. The sealing action of the floating seats also permits double block and bleed. If the seat seal should fail in service, a temporary seat seal can be produced by injecting a sealant into the seat face.
The conduit gate valve shown in Figure 3-30 differs from the previous one in that the disc consists of two halves with a wedge-shaped interface. These halves are interlinked so that they wedge apart when being moved into the fully open or closed positions, but relax in the intermediate position to permit the disc to travel. Depending on the use of the valve, the face of the floating seats may be metallic or provided with a PTFE insert. To prevent the ingress of solids into the valve body cavity during all stages of disc travel, the floating seats are provided with skirts, between which the disc travels. This valve likewise permits double block and bleed. Also, should the seat seal fail in service, a temporary seat seal can be provided by injecting a sealant into the seat face.
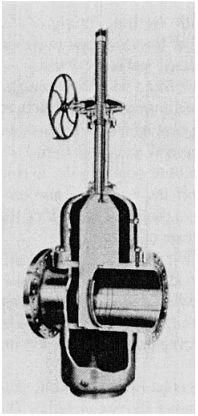
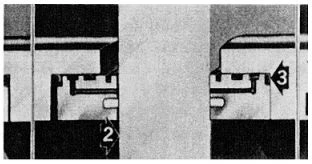
Figure 3-29 Conduit Gate Valve with Scrap View of Seating Arrangement Showing Floating Seats. (Courtesy of W.K.M. Valve Division, ACF Industries, Inc.)
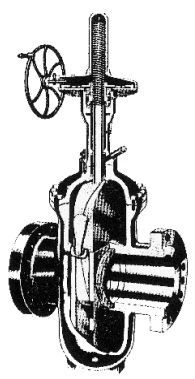
Figure 3-30. Conduit Gate Valve with Floating Seats and Expandable Disc. (Courtesy of W.K.M. Valve Division, ACF Industries, Inc.)
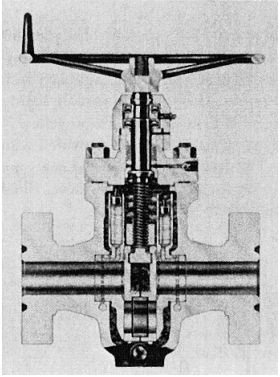
Figure 3-31. Conduit Gate Valve with Automatic Injection of a Sealant to the Downstream Seatings Each Time the Valve Closes. (Courtesy of McEvoy Oilfield Equipment Company.)
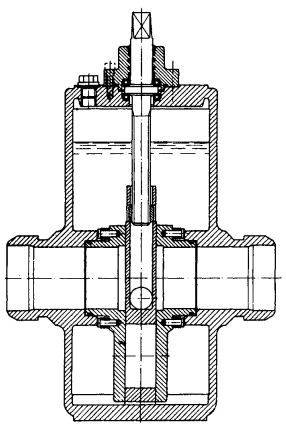
Figure 3-32. Conduit Gate Valve with Metal Seatings and Oil-Filled Body Cavity for Heavily Dust-Laden Gasses and the Hydraulic Transport of Coal and Ores. (Courtesy of VAG-Armaturen GmbH.)
The sealing action of the conduit gate valve shown in Figure 3-31 depends on a sealant that is fed to the downstream seat face each time the valve is operated. For this purpose, the floating seats carry reservoirs that are filled with a sealant and topped by a floating piston. The entire valve chamber is, furthermore, filled with grease that transmits the fluid pressure to the top of the piston of the downstream reservoir. The closure member consists of two discs, which are spread apart by springs. Both the sealant and the body grease can be replenished from the outside while the valve is in service. Each reservoir filling is sufficient for more than 100 valve operations. This mode of sealing achieves a high degree of fluid tightness at high fluid pressures.
The conduit gate valve shown in Figure 3-32 is especially designed for the hydraulic transport of coal, and the transport of heavily dust-laden gases. The gate, which consists of a heavy wear-resistant plate with a porthole in the bottom, slides between two floating seats that are highly pre- stressed against the disc by means of disc springs. To prevent any possible entry of solids into the body cavity, the seats are provided with skirts for the full travel of the disc. The faces of the disc and seats are metallic and highly polished. The valve chamber is, furthermore, filled with a lubricant that ensures lubrication of the seating faces.
Valve Bypass
The seating load of the larger parallel gate valves (except those with floating seats) can become so high at high fluid pressures that friction between the seatings can make it difficult to raise the disc from the closed position. Such valves are therefore frequently provided with a valved bypass line, which is used to relieve the seating load prior to opening the valve. There are no fast rules about when to employ a bypass, and the manufacturer’s recommendation may be sought. Some standards for gate valves contain recommendations on the minimum size of the bypass.
In the case of gases and vapors, such as steam, that condense in the cold downstream system, the pressurization of the downstream system can be considerably retarded. In this instance, the size of the bypass line should be larger than the minimum recommended size.
Pressure-Equalizing Connection
In the case of the conventional double-seated parallel gate valves shown in Figure 3-25 and Figure 3-26, thermal expansion of a liquid trapped in the closed valve chamber will force the upstream and downstream discs into more intimate contact with their seats and cause the pressure in the valve chamber to rise. The higher seating stress makes it, in turn, more difficult to raise the discs, and the pressure in the valve chamber may quickly become high enough to cause a bonnet flange joint to leak or the valve body to deform. Thus, if such valves are used to handle a liquid with high thermal expansion, they must have a pressure-equalizing connection that connects the valve chamber with the upstream piping.
The pressure rise in the valve chamber may also be caused by the revaporation of trapped condensate, as in the case in which these valves are closed against steam. Both the valve chamber and the upstream piping are initially under pressure and filled with steam. Eventually, the steam will cool, condense, and be replaced to some extent with air.
Upon restart, the steam will enter the upstream piping and, since the upstream seat is not normally fluid-tight against the upstream pressure, will enter the valve chamber. Some of the new steam will also condense initially until the valve body and the upstream piping have reached the saturation temperature of the steam.
When this has happened, the steam begins to boil off the condensate. If no pressure-equalizing connection is provided, the expanding steam will force the upstream and downstream discs into more intimate contact with their seats and raise the pressure in the valve chamber. The magnitude of the developing pressure is a function of the water temperature and the degree of filling of the valve chamber with water and may be obtained from Figure 3-33.
The pressure-equalizing connection may be provided by a hole in the upstream disc or by other internal or external means. Some manufacturers of parallel gate valves of the types shown in Figure 3-25 and Figure 3-26 combine the bypass line with a pressure-equalizing line if the valve is intended for steam.
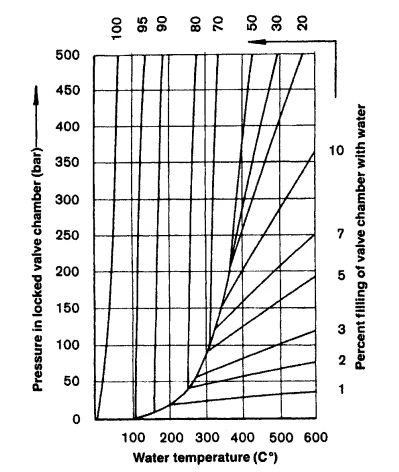
Figure 3-33. Pressure in Locked Valve Chamber as a Result of the Revaporation of Trapped Water Condensate. (Courtesy of Sempell A.G.)
Standards Pertaining to Parallel Gate Valves
Appendix C provides a list of U.S. and British standards pertaining to parallel gate valves.
Applications
Duty:
- Stopping and starting flow
- Infrequent operation
Service:
- Gases
- Liquids
- Fluids with solids in suspension
- Knife gate valve for slurries, fibers, powders, and granules Vacuum
- Cryogenic